Commercial Reverse Osmosis & UV Treatment
Commercial & Industrial Reverse Osmosis (RO) Systems
At One Eight Filtration Dynamics, we design, build, and install high-performance commercial and industrial Reverse Osmosis systems (RO plants) engineered to meet the most demanding process water requirements.
Our advanced RO technology delivers a reliable, cost-effective supply of high-purity water, making it the ideal solution for product contact, manufacturing makeup water, boiler feed treatment, and comprehensive contaminant reduction.
Scalable RO Systems for Challenging Feed Water
Our commercial and industrial Reverse Osmosis systems are highly scalable, ranging in capacity from compact 1 GPM (approx. 225 LPH / 1,440 GPD) setups up to large-scale 500 GPM (approx. 113,500 LPH / 720,000 GPD) turnkey infrastructures.
Engineered to handle the most challenging feed water conditions—including municipal mains, brackish groundwater, and seawater applications—our systems efficiently remove:
-
Up to 99.5% of total dissolved solids (TDS) and dissolved salts.
-
Virtually 100% of colloidal matter, suspended solids, and particulate micro-contaminants.
-
High-weight organic compounds, bacteria, and silica.
Compared to traditional thermal purification or chemical deionisation processes, One Eight RO units produce an exceptional high-quality water yield at a significantly lower operational cost.
Custom-Engineered for Your Specific Process Needs
We believe that no two industrial water supplies are identical. Every industrial RO system we supply is custom-engineered for your precise water chemistry and workflow by our experienced, in-house team of application, mechanical, and chemical engineers.
The One Eight Quality Standard
-
Premium Component Integration: Built utilizing only robust, industrial-grade components to guarantee reliable, long-term operation under strenuous site conditions.
-
Turnkey Delivery & Testing: Every RO skid arrives at your facility fully assembled, hydrostatically pressure-tested, and ready for immediate deployment.
-
Full Documentation & Training: Complete with rigorous technical documentation, validation packages, and comprehensive on-site operator training.
-
Integrated Pre-Treatment & Chemistry: We specify and supply matching water softeners, multimedia carbon filters, and targeted anti-scalant dosing systems to ensure optimal performance and extend the lifespan of your RO membranes.
24/7 Service and Engineering Support
Critical production environments cannot afford down-time. When you invest in a One Eight Reverse Osmosis system, you gain the backing of our dedicated, local technical support team. We provide proactive preventative maintenance, membrane cleaning (CIP), and emergency troubleshooting 24 hours a day, 365 days a year.
Eliminate your industrial water headaches. Contact our engineering team today to request a comprehensive water profiling and custom RO system proposal.

Commercial & Industrial Reverse Osmosis Systems
One Eight Filtration Dynamics supplies, installs, and maintains an extensive range of advanced reverse osmosis (RO) filter systems tailored to diverse commercial and industrial operations across Ireland.
Certain critical processes require a consistently pure, high-quality water supply that only high-rejection reverse osmosis membranes can deliver. Our commercial and industrial RO systems offer a highly cost-effective, energy-efficient, and sustainable method to secure premium water that is completely free from dissolved solids, minerals, and organic contaminants.
Tailored Scaling Across All Industries
Scale is never an issue. We engineer and specify systems scaled perfectly for your volume requirements, ranging from compact setups for small businesses to high-capacity turnkey infrastructures for large-scale production plants.
Key Sectors and Areas of Application:
-
Life Sciences & Healthcare:
-
Pharmaceuticals & Medical Device Manufacturing
-
Hospitals, Laboratories, & Central Sterile Services Departments (CSSD)
-
Dental Units & Medical Offices
-
-
Food, Beverage & Hospitality:
-
Distilleries, Microbreweries, & Beverage Production
-
Hotels & Large-Scale Catering Operations
-
Commercial Restaurants & Specialty Coffee Shops
-
-
Industrial & Commercial Infrastructure:
-
Advanced Manufacturing & Precision Engineering
-
Commercial Office Buildings & Corporate Facilities
-
Boiler Feed Water & Heating/Cooling Loop Makeup
-

Premium Engineering & Key Features
Every reverse osmosis system supplied by One Eight is built to world-class manufacturing standards, combining robust mechanical design with intelligent process controls:
-
High Energy Efficiency: Equipped with industry-leading Grundfos pumps to ensure optimal operating pressure with minimal energy consumption.
-
Uncompromising Reliability: Engineered utilizing premium, industrial-grade components to guarantee continuous, long-term operation under demanding conditions.
-
Bespoke Project Evaluation: We don’t believe in “one size fits all.” Every system is specified following an individual project evaluation and raw water profiling analysis.
-
Certified Quality Standards: Manufactured in an ISO 9001 certified facility, ensuring rigorous quality control at every stage of production.
-
Full Regulatory Compliance: Every unit is CE marked and fully compliant with the safety, health, and environmental requirements of the relevant EC New Approach Directives.
Secure Your High-Purity Water Supply
Protect your manufacturing equipment, elevate your product quality, and lower your operational overheads with a tailored filtration strategy.
![]()
Commercial UV Water Treatment & Disinfection Systems
At One Eight Filtration Dynamics, we supply, install, and commission high-performance industrial and commercial ultraviolet (UV) disinfection systems across Ireland.
Ultraviolet water treatment is a highly economical, chemical-free, and environmentally friendly method to safeguard your commercial water supply against hazardous microbiological contamination. Our extensive range of commercial UV filters is fully scalable, easily treating everything from low-flow operations up to high-capacity industrial flows of hundreds of litres per minute.
99.99% Microbiological Protection Without Chemicals
Unprotected water supplies can harbor pathogenic micro-organisms that threaten public health, product quality, and regulatory compliance. Our commercial UV disinfection systems are precision-engineered to destroy up to 99.99% of micro-organisms existing in water supplies.
Our advanced UV systems deliver an immediate, lethal dose of UV-C light to neutralise dangerous waterborne pathogens, including:
-
Bacteria: E. coli, Salmonella, and Total Coliforms.
-
Protozoan Parasites: Chlorine-resistant Cryptosporidium and Giardia.
-
Viruses & Moulds: Preventing viral replication and biofilm development within your pipework.
Because UV treatment is purely physical, it provides complete sterilization without altering the taste, odour, or pH of your water, and leaves absolutely no harmful chemical disinfection by-products (DBPs) behind.
Low-Maintenance Engineering Built for Industry
One Eight UV disinfection units are engineered to provide years of trouble-free, continuous operation. They are a highly cost-efficient alternative to complex chemical dosing loops, requiring minimal intervention to maintain peak performance:
-
Continuous 24/7 Protection: Real-time, on-demand disinfection as water passes through the stainless steel treatment chamber.
-
Predictable Maintenance: Designed for rapid servicing with no downtime. The system requires only an annual replacement of the UV lamps and protective quartz sleeves.
-
Smart Monitoring Integration: Can be paired with UV intensity monitors and automatic shut-off valves to guarantee that un-treated water never enters your facility during a power or lamp failure.
Versatile Commercial Applications
We specify and install certified UV systems across a wide range of regulated sectors requiring bacteria-free water:
-
Food & Beverage Production: Ensuring process and ingredient water meets strict food safety audits.
-
Agriculture & Private Well Supplies: Protecting farm infrastructure, dairy washdowns, and rural commercial premises from surface runoff contamination.
-
Hotels, Leisure & Commercial Buildings: Securing potable water networks and treating rainwater recovery systems.
-
Healthcare & Laboratories: Providing a critical barrier against waterborne pathogens in sterile environments.
Secure Your Commercial Water Supply Today
Don’t risk water quality failures, operational closures, or non-compliance penalties. Partner with Ireland’s industrial water specialists to deploy a robust microbiological barrier.
-
Speak with a Commercial UV Engineer: 067 53 886
-
Email for Technical Specifications: info@oneeight.ie
-
Request a Custom Site Assessment: Contact One Eight Today

How Ultraviolet (UV) Water Disinfection Systems Work
Ultraviolet (UV) disinfection is one of the most reliable, advanced, and scientifically proven methods for eliminating microbiological contamination from water.
But how exactly does this technology safeguard your water supply? Below is a technical breakdown of the ultraviolet sterilization process and why it is the trusted choice for critical industries across Ireland.
The Science Behind UV Water Purification
The core of the process relies on a specialized UV lamp housed within a protective quartz sleeve inside a stainless steel chamber.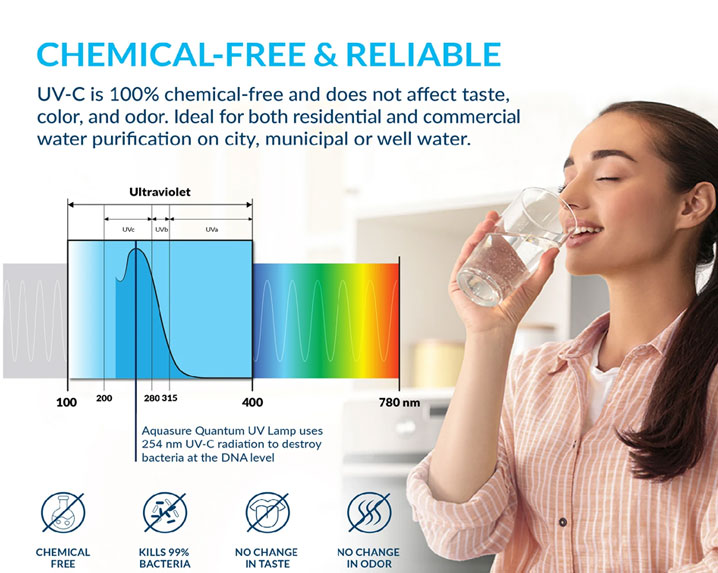
-
Exposure to UV-C Light: As raw water flows through the chamber and passes the UV lamp, any suspended micro-organisms are immediately exposed to intense ultraviolet light energy (specifically in the lethal UV-C spectrum).
-
DNA Alteration: This concentrated UV energy penetrates the cellular walls of bacteria, viruses, moulds, algae, and protozoa, directly disrupting and altering their DNA sequence.
-
Eradication of Reproduction: By damaging their genetic structure, the micro-organisms are rendered completely incapable of reproducing or cloning themselves.
-
Complete Biosecurity: Because a pathogen cannot replicate, it is biologically dead and entirely harmless. The risk of waterborne disease or industrial bio-contamination is completely eliminated.
The Chemical-Free Advantage: This entire purification process is accomplished purely through light energy. Because zero chemicals are added to your supply, the natural taste, pH, and chemical composition of the water remain completely unaltered.
Core Advantages of Industrial UV Disinfection
-
99.99% Eradication Rate: Delivers a lethal, high-rejection kill rate against a vast spectrum of waterborne pathogens, including chlorine-resistant Cryptosporidium and Giardia.
-
100% Chemical-Free: Eliminates the need for toxic chemical handling, storage, and the risk of chemical overdosing or disinfection by-products (DBPs).
-
High Efficiency & Low Power Consumption: Engineered to run continuously with minimal electricity demands, making it highly cost-effective and energy-efficient.
-
Streamlined Maintenance: Designed with simplicity in mind. Systems are exceptionally easy to install, requiring only an annual lamp and quartz sleeve replacement.
-
Preserved Water Integrity: Zero negative impact on the taste, clarity, or odour of your process water.
High-Specification Commercial Applications
Our advanced industrial UV systems are engineered to meet strict regulatory compliance standards across a wide variety of high-purity sectors:
1. Life Sciences & Healthcare
-
Pharmaceutical & Medical Device Manufacturing: For high-purity product contact and makeup water loops.
-
Hospitals & Nursing Homes: Protecting vulnerable water networks from pathogenic outbreaks like Legionella or Pseudomonas.
-
Clinical Research & Laboratories: Supplying sterile, bacteria-free feed water for precise testing.
2. Food, Beverage & Agritech
-
Breweries, Wineries, & Distilleries: Preserving product taste profiles while ensuring absolute microbiological safety.
-
Bottling Plants & Food Processing: Meeting stringent food safety and hygiene audits.
-
Dairy Sector: Safeguarding washdown systems and processing water against coliforms.
3. Advanced Engineering & Public Infrastructure
-
Electronics & Semiconductor Manufacturing: Meeting ultra-pure water (UPW) requirements.
-
Universities & Research Institutions: Supporting campus-wide water networks and engineering labs.
-
Commercial Swimming Pools & Leisure: Reducing reliance on heavy chlorination while managing chloramines.
-
Cosmetics Production: Preventing microbial contamination in water-based beauty and hygiene formulas.
Integrate Intelligent UV Protection Today
Whether you are upgrading an existing water loop or designing a new process facility from scratch, our engineering team will specify the exact UV dosage and flow rate ($m^3/h$) for your application.
-
Speak directly with an Applications Engineer: 067 53 886
-
Email for Technical Data Sheets: info@oneeight.ie
-
Request a Custom System Proposal: [Contact One Eight Today]

Contact Us
To find the best solution for your home or business, talk with one of our team today by filling in our form or calling us on +353 (0) 67 53 886
HEAD OFFICE
- Unit 17,
Springfort Business Park,
Nenagh,
Co Tipperary,
E45YK70 - +353 (0) 67 53 886
- info@oneeight.ie
For more information on our products, please do not hesitate in contacting us.

